Rubber Injection Molding Troubleshooting
Elastomer Molding Troubleshooting Chart

Injection Molding Advanced Troubleshooting Guide Hanser Publications

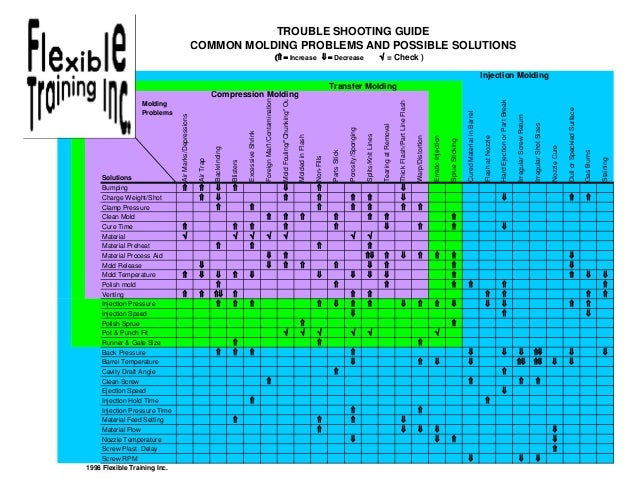
Rubber Molding Process Troubleshooting Charts Technobiz Store Online

Rubber Injection Moulding Troubleshooting Guide And Tips
Pdf Understanding Of Rubber Injection Moulding Understanding Of Rubber Injection Moulding

Poor Finish Trouble Shooting Plastic Injection Molding Plastic Injection It Is Finished

Pi proportional integral controller or on off settings type and thickness of insulation plates platen heater and the molding process as previously described.
Rubber injection molding troubleshooting.

How To Fix Burn Marks On Your Injection Molded Parts

Troubleshooting Injection Moulding Rapra Review Reports Goodship V 9781859574706 Amazon Com Books

Shrinkage Defect Trouble Shooting Plastic Injection Molding Plastic Injection Injection Moulding

Troubleshooting Air Traps Bubbles Occur On Liquid Injection Molding Lim Production Liquid Silicone Injection Mold Manufacturer
Source : pinterest.com
